(발포 압력은 주조 발포 성형(PUR)에서 주목할만한 매개변수입니다. 발포 압력은 경질 폴리우레탄 폼의 주조 및 발포 동안 시간에 따라 변하는 것으로 결정되었습니다. 반응 물질이 주입된 후 압력은 점차 상승하여 최고 값에 도달한 다음 점차 감소합니다.
A. 기포 압력은 여러 요인의 영향을 받습니다.
이러한 요인은 다음과 같습니다: 폴리올의 기능, 히드록실 값 및 분자 구조, 이소시아네이트 종, 촉매 종 및 투여량, 발포제 종 및 투여량, 원료 온도, 금형 온도, 제품 크기 및 주조 시간 등.
다른 조건에서 일반적으로 말해서 방향족 폴리에테르 폴리올의 사용은 소르비톨 폴리에테르 및 기타 지방족 폴리에테르의 사용보다 발포 압력이 높습니다. 폴리올 하이드록실 값이 동일하고, 원료 발포 압력이 높은 기능성이 더 높으며; 촉매 용량이 증가하면 발포 압력도 함께 증가합니다.
B. 금형 온도는 발포 압력에 큰 영향을 미칩니다.
낮은 금형 온도는 낮은 발포 압력과 반대로 높은 압력을 초래합니다. 발포 압력 및 제품 표면 특성에 대한 금형 온도의 영향

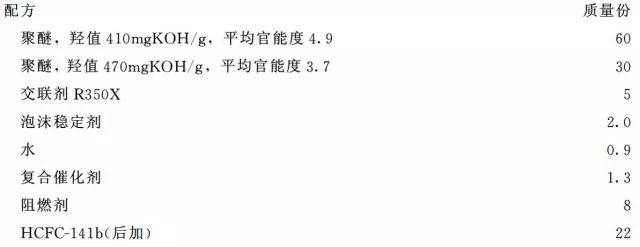
C. 부어진 발포 성형 제형의 예
화학 조성은 제품의 성능 요구 사항에 따라 결정됩니다. 경질 폴리우레탄 폼은 적용 범위가 넓고 다양한 성능 요구 사항과 함께 사용되기 때문에 여러 응용 분야의 요구 사항을 충족하기 위해 하나 또는 여러 화학 제제를 사용하기가 어렵습니다.